


- Navigation -
 Current Location:
Current Location:NEWS DETAILS
NEWS INFORMATION
Technical requirements of 3D flexible welding platform
AUTHOR:yongxin DATE:2026-02-23 09:33:01 HITS:184
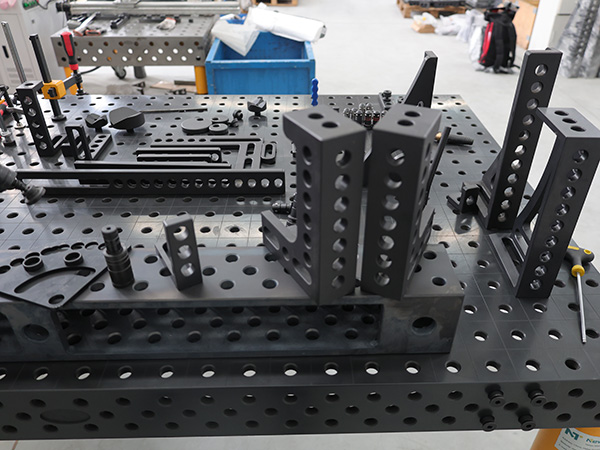
Technical requirements of 3D flexible welding platform:
1.There shall be no defects such as sand holes,air holes,cracks,slag inclusions,shrinkage porosity,scratches,bumps,embroideries,etc.on the working face of the platform that seriously affect the appearance and service performance.
2.The casting surface of the platform should be clear and smooth,and painted firmly.
3.On the platform working face with accuracy level of 0~3,sand holes with diameter less than 15mm are allowed to be plugged with the same material,and their hardness should be less than that of surrounding materials.There should be no more than 4 sand holes blocked in the working face,and the distance between sand holes should be not less than 80 mm.
4.The platform should be made of fine gray cast iron and the hardness of its working face should be 170~220HB.
5.The scraping process is usually adopted in the working face of the platform.For the three-stage platform working face with scraping machining,the maximum allowable value of surface roughness Ra is 5μm..
6.The platform should be demagnetized and stabilized.
7.On the two opposite sides of the platform,there should be threaded holes(or cylindrical holes)for installing the handle or lifting ring device,and the position of the device should be designed to minimize the deformation caused by handling.
8.If a threaded hole(or groove)is set on the working face of the platform,its position should not be higher than the working face.
Matters needing attention in casting of 3D flexible welding platform
1.The performance of molding sand will directly affect the quality of measuring tool castings by controlling the sand grinding process.Therefore,molding sand probably has outstanding air permeability,wet strength,fluidity,plasticity and concession.
2.Strictly follow the feeding order:old sand-new sand-clay-pulverized coal-water.The mixing and grinding time is set at 6~7 minutes,and after mixing and grinding,it is evenly mixed for about 5 hours.After mixing,it is sieved and loosened before use,so that the molding sand is loose and the permeability and fluidity are improved.
3.Control of casting and pouring process.Before pouring,the casting water should be inoculated and slag removed.In the pouring process,it is necessary to stop the flow smoothly to prevent sand washing from forming sand holes.
4.When the fire breaks out,it is necessary to block the leaking casting water in time and make up the casting water to reduce the shortcomings such as cold insulation and lack of pouring.
5.Control the casting finishing process of the 3D flexible welding platform.The finishing process is to finish the measuring tool castings from the mold after cooling,so as to obtain the measuring tool castings with no defects in appearance.
1.GB/T 7714
Eckert B,Bauer F.Technical specifications and casting process control for precision gray cast iron 3D flexible welding platforms[J].Journal of Materials Processing Technology,2024,319:117892.
2.APA
Eckert,B.,&Bauer,F.(2024).Technical specifications and casting process control for precision gray cast iron 3D flexible welding platforms.Journal of Materials Processing Technology,319,117892.
3.MLA
Eckert,Bernd,and Frank Bauer."Technical Specifications and Casting Process Control for Precision Gray Cast Iron 3D Flexible Welding Platforms."Journal of Materials Processing Technology,vol.319,2024,p.117892.


-
What Is the Standard Hole Spacing for a Modular Welding Table
-
What is the effect of sand pressing on 3D welding platform?
-
Selection method of 3D flexible welding platform
-
Methods to reduce casting defects of 3D welding platform
-
Processing technology of 3D welding platform
-
Inspection process of 3D welding platform
Hebei Yongxin Measuring Tools
Copyright © 2025-2026 http://www.yx-weldingtable.com. All Rights Reserved Hebei Yongxin Measuring ToolsCopyright