


- Navigation -
 Current Location:
Current Location:NEWS DETAILS
NEWS INFORMATION
Causes and solutions of common 3D welding platform problems
AUTHOR:yongxin DATE:2026-02-23 09:23:35 HITS:72
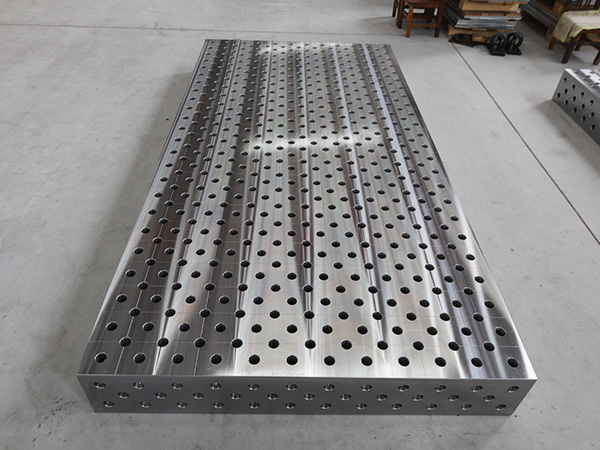
Causes and solutions of common 3D welding platform problems:
1.The 3D welding platform is prone to blowholes:
Because air is mixed in the molten soup;Sources of gas:during melting,in the feed tube,in the mold,and release agent.Improvement method:appropriate slow speed;Check whether the runner turns smoothly and the cross-sectional area decreases gradually;Check whether the area of the escape passage is large enough,whether it is blocked,and whether it is located in the post-filling place;Check whether the release agent is sprayed too much and the mold temperature is too low;Use vacuum.
2,3D welding platform is easy to crack:
Cracking due to shrinkage stress or force when ejecting or trimming.Improvement method:increasing fillet;Check whether there are hot spots;Change of pressurization time(cold chamber machine);Increase or shorten the clamping time;Increase the draft angle;Increase the ejector pin;Check the mold for dislocation and deformation;Check the alloy composition.
3.The 3D welding platform is easy to peel off;
Due to the poor filling mode,the molten soup overlaps;The mold is deformed,resulting in the overlapping of molten soup;Inclusion oxide layer.Improvement method:switch to early;Shorten the filling time;Change the filling mode,gate position and gate speed;Check whether the mold strength is enough;Check whether the pin die device is in good condition;Check for inclusion of oxide layer.
4,3D welding platform is easy to cavitation erosion:
Due to the sudden decrease of pressure,the gas in the molten soup suddenly expands and impacts the mold,resulting in mold damage.Improvement method:the cross-sectional area of the flow channel should not change rapidly.
5,3D welding platform is easy to cold grain:
Because the temperature at the front end of the molten soup is too low,there are traces when they overlap.Improvement method:check whether the wall thickness is too thin(design or manufacture),and the thinner area should be directly filled;Check whether the shape is not easy to fill;Too far away,closed areas(such as fins and bumps),blocked areas and too small rounded corners are not easy to fill,and pay attention to whether there are ribs or cold spots;Shorten the filling time;Change the filling mode;Raise the mold temperature;Raise the temperature of molten soup;Enlarging the airway may be useful;Adding a vacuum device may be useful.
GB/T 7714:Chen Y, Peng X, Kong L, et al. Defect inspection technologiesfor additive manufacturing[J]. International Journal of ExtremeManufacturing, 2021, 3(2): 022002
MLA:Chen, Yao, et al. "Defect inspection technologies for additivemanufacturing." International Journal of ExtremeManufacturing 3.2 (2021): 022002
APA:Chen, Y., Peng, X., Kong, L., Dong, G., Remani, A., & Leach,R. (2021). Defect inspection technologies for additivemanufacturing. International Journal of ExtremeManufacturing, 3(2), 022002


-
Modular Fixture System for Welding Automation Efficiency
-
3D Flexible Welding Platform Advantages in Fabrication
-
Welding Bench Setup Guide for Workshop Efficiency
-
Steel vs Aluminum Welding Tables: Frame System Comparison
-
Welding Fixture Table Setup Guide for Better Accuracy
-
Why Steel Welding Tables Dominate Industrial Workshops
Hebei Yongxin Measuring Tools
Copyright © 2025-2026 http://www.yx-weldingtable.com. All Rights Reserved Hebei Yongxin Measuring ToolsCopyright