


- Navigation -
 Current Location:
Current Location:NEWS DETAILS
NEWS INFORMATION
How to ensure the flatness of a 3D welding platform?
AUTHOR:yongxin DATE:2026-02-22 15:31:58 HITS:195
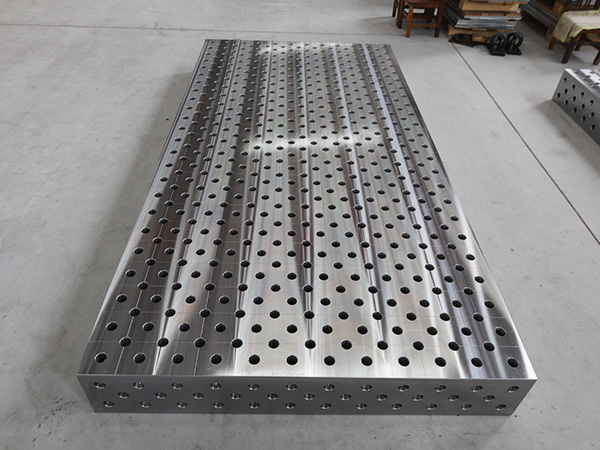
How to ensure the flatness of a 3D welding platform?
The flatness of a 3D welding platform requires comprehensive control across five key aspects:material and structure,precision machining,installation and leveling,use and maintenance,and regular calibration.Only then can it consistently achieve the industry-leading precision standard of 0.05–0.1 mm/m.
I.Source Control:Material and Structural Design(Deformation-Proof Foundation)
Prefer High-Stability Materials
The mainstream choice is HT300 gray cast iron(tensile strength≥300MPa)or high-strength cast steel;these materials offer good thermal stability and high rigidity,resisting welding heat deformation.
Completely Eliminate Internal Stress
After casting,the platform must undergo 550℃high-temperature aging+at least 6 months of natural aging,achieving a residual stress removal rate≥85%,preventing deformation after long-term use or exposure to heat.
Rigid Structural Design
The bottom adopts a cross-ribbed design with a box-shaped main structure.The ribs are 12–15 mm thick and spaced approximately 200 mm apart.For large platforms(e.g.,2000×3000 mm),the platform deflection can be controlled to**≤0.03 mm**under a 5-ton load.
II.Precision Machining:Platform Precision"Grinded"Out
Multi-stage ultra-precision grinding
The platform undergoes three processes:rough grinding→fine grinding→ultra-precision grinding.Ultra-precision grinding uses an 800#grinding wheel with a feed rate≤0.005 mm/cycle,achieving a final surface roughness of Ra1.6μm and a flatness of 0.05 mm/m(Grade 0).
Unified Hole System and Datum
Positioning holes(φ16/φ28 mm)are machined using a CNC gantry milling machine with a center-to-center tolerance of**±0.05 mm**,eliminating cumulative errors.The entire platform is machined using the same datum,ensuring consistent plane and hole system precision.
Manual Scraping and Finishing:For platforms requiring high precision,a final manual scraping and finishing process is performed to ensure that the number of contact points within a 25mm x 25mm area meets the standard(Grade 0≥25 points).
III.Installation and Leveling:On-site leveling is crucial.
Foundation and Support:The platform must be installed on a solid,level foundation or a dedicated support frame;a layout of 3 main support points(fixed plane)+auxiliary support points is used to avoid suspension and uneven local stress.
High-Precision Measuring Tools:Coarse adjustment is done with a 0.02mm/m frame level,followed by fine measurement with an electronic level/optical alignment level;testing is conducted using a"米"(two diagonals+four sides)layout.
Leveling Process:
Coarse Adjustment:Adjust the main support bolts to center the level bubble.
Fine Adjustment:Use a feeler gauge or dial indicator to check the height difference at each point and fine-tune the auxiliary supports.
Tightening:After leveling,tighten all bolts to prevent loosening.
Multi-Platform Assembly:Align with dedicated positioning pins during assembly,level the entire surface,and then fix it to ensure continuous flatness of the splicedsurfaces.
IV.Use and Maintenance:Maintaining Lasting Accuracy
Reasonable Load Bearing:Avoid overloading;distribute load as evenly as possible;avoid localized concentrated pressure that could lead to permanent deformation.
Controlling Welding Heat Effects:Use low current,short arc,and segmented welding during welding,and utilize water/air cooling to reduce localized thermal deformation of the work surface.
Daily Maintenance:Keep the working surface clean and apply anti-rust oil regularly;avoid impacts and scratches;cover and protect when not in use.
Standardized Handling:Use dedicated lifting points for hoisting;pad and secure the surface during transportation to prevent vibration and compression deformation.
V.Regular Inspection and Calibration:Preserving Accuracy
Inspection Cycle:A comprehensive inspection is routinely performed every 6–12 months;for high-load environments,inspection is recommended every 3–6 months.
Inspection Methods:
Level Method:Measure at multiple points along the platform grid lines and diagonals.
Plaster Plate Comparison Method:Use a higher-precision standard plate,along with a feeler gauge/dial indicator for inspection.Laser flatness gauge:Suitable for large platforms,providing fast and high-precision measurement.
Calibration and Repair:When flatness exceeds tolerance,professional manufacturers will perform re-scraping/fine grinding repair;severe deformation requires re-aging treatment before further processing.
Common Flatness Standards Reference:
Grade 0:≤0.05mm/m(Precision welding,inspection benchmark)
Grade 1:≤0.1mm/m(General high-precision welding)
Grade 2:≤0.2mm/m(General welding fixtures)
GB/T 7714:Arslane M, Slamani M, Louhichi B. Advancements andoptimization in fixture layouts and machining processes: acomprehensive review in the context of Industry 4.0[J]. TheInternational Journal of Advanced Manufacturing Technology,2025, 137(11): 5387-5404.
MLA:Arslane, Mustapha, Mohamed Slamani, and Borhen Louhichi."Advancements and optimization in fixture layouts andmachining processes: a comprehensive review in the contextof Industry 4.0." The International Journal of AdvancedManufacturing Technology 137.11 (2025): 5387-5404.
APA:Arslane, M., Slamani, M., & Louhichi, B. (2025).Advancements and optimization in fixture layouts andmachining processes: a comprehensive review in the contextof Industry 4.0. The International Journal of AdvancedManufacturing Technology, 137(11), 5387-5404.


-
Modular Fixture System for Welding Automation Efficiency
-
3D Flexible Welding Platform Advantages in Fabrication
-
Welding Bench Setup Guide for Workshop Efficiency
-
Steel vs Aluminum Welding Tables: Frame System Comparison
-
Welding Fixture Table Setup Guide for Better Accuracy
-
Why Steel Welding Tables Dominate Industrial Workshops
Hebei Yongxin Measuring Tools
Copyright © 2025-2026 http://www.yx-weldingtable.com. All Rights Reserved Hebei Yongxin Measuring ToolsCopyright