





- Navigation -
 Ubicación actual:
Ubicación actual:Noticias
Lista de noticias
Requisitos técnicos de plataforma de soldadura flexible 3D
AUTHOR:yongxin DATE:2026-02-23 09:33:01 HITS:184
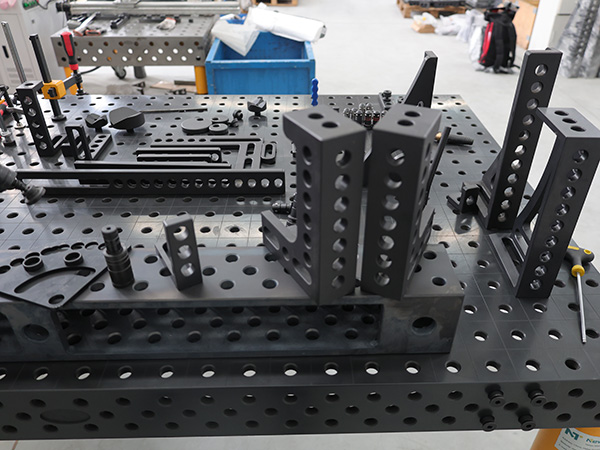
Requisitos técnicos de la plataforma de soldadura flexible 3D:
1. No habrá defectos como agujeros de arena, agujeros de aire, grietas, inclusiones de escoria, porosidad de contracción, arañazos, protuberancias, bordados, etc. en la cara de trabajo de la plataforma que afecten seriamente la apariencia y el rendimiento del servicio.
2.La superficie de fundición de la plataforma debe ser clara y lisa, y pintada firmemente.
3. En la cara de trabajo de la plataforma con nivel de precisión de 0 ~ 3, se permite que los agujeros de arena con diámetro inferior a 15 mm se enchufen con el mismo material, y su dureza debe ser menor que la de los materiales circundantes. No debe haber más de 4 agujeros de arena bloqueados en la cara de trabajo, y la distancia entre los agujeros de arena no debe ser inferior a 80 mm.
4.La plataforma debe estar hecha de fundición gris fina y la dureza de su cara de trabajo debe ser 170 ~ 220HB.
5. El proceso de raspado generalmente se adopta en la cara de trabajo de la plataforma. Para la cara de trabajo de la plataforma de tres etapas con mecanizado de raspado, el valor máximo permitido de rugosidad superficial Ra es de 5 μm.
La plataforma debe ser desmagnetizada y estabilizada.
7. En los dos lados opuestos de la plataforma, debe haber agujeros roscados (o agujeros cilíndricos) para instalar el mango o el dispositivo de anillo de elevación, y la posición del dispositivo debe diseñarse para minimizar la deformación causada por el manejo.
8. Si un agujero roscado (o ranura) se establece en la cara de trabajo de la plataforma, su posición no debe ser superior a la cara de trabajo.
Asuntos que necesitan atención en la fundición de plataforma de soldadura flexible 3D
1. El rendimiento de la arena de moldeo afectará directamente a la calidad de las fundiciones de herramientas de medición mediante el control del proceso de molienda de arena. Por lo tanto, la arena de moldeo probablemente tiene una permeabilidad al aire sobresaliente, resistencia a la humedad, fluidez, plasticidad y concesión.
2. Siga estrictamente la orden de alimentación: vieja arena-nueva arena-arcilla-pulverizada carbón-agua. El tiempo de mezcla y molienda se establece en 6 ~ 7 minutos, y después de la mezcla y molienda, se mezcla uniformemente durante aproximadamente 5 horas. Después de mezclar, se tamiza y suelta antes de su uso, de modo que la arena de moldeo esté suelta y se mejore la permeabilidad y la fluidez.
3.Control del proceso de fundición y vertido. Antes de verter, el agua de fundición debe inocularse y eliminarse la escoria. En el proceso de vertido, es necesario detener el flujo sin problemas para evitar que el lavado de arena forme agujeros de arena.
4. Cuando estalla el fuego, es necesario bloquear el agua de fundición que se filtra a tiempo y compensar el agua de fundición para reducir las deficiencias como el aislamiento frío y la falta de vertido.
5.Control el proceso de acabado de fundición de la plataforma de soldadura flexible 3D. El proceso de acabado es terminar las piezas fundidas para herramientas de medición del molde después del enfriamiento, para obtener las piezas fundidas para herramientas de medición sin defectos en la apariencia.
1.GB/T 7714
Eckert B,Bauer F.Especificaciones técnicas y control del proceso de fundición para plataformas de soldadura flexible 3D de hierro fundido gris de precisión[J]. Revista de Tecnología de Procesamiento de Materiales, 2024,319:117892.
2.APA
Eckert, B., & amp; Bauer, F. (2024). Especificaciones técnicas y control del proceso de fundición para plataformas de soldadura flexible 3D de hierro fundido gris de precisión. Revista de Tecnología de Procesamiento de Materiales, 319.117892.
3.MLA
Eckert, Bernd y Frank Bauer. " Especificaciones técnicas y control del proceso de fundición para plataformas de soldadura flexible 3D de hierro fundido gris de precisión. " Journal of Materials Processing Technology, vol.319, 2024, p.117892.


-
¿Cuál es el espacio de orificio estándar para una mesa de soldadura modular?
-
¿Cuál es el efecto del prensado de arena en la plataforma de soldadura 3D?
-
Método de selección de plataforma de soldadura flexible 3D
-
Métodos para reducir los defectos de fundición de la plataforma de soldadura 3D
-
Tecnología de procesamiento de plataforma de soldadura 3D
-
Proceso de inspección de plataforma de soldadura 3D
Hebei Yongxin Measuring Tools
Copyright © 2025-2026 http://www.yx-weldingtable.com. All Rights Reserved Hebei Yongxin Measuring ToolsCopyright