





- Navigation -
 Ubicación actual:
Ubicación actual:Noticias
Lista de noticias
¿Cómo garantizar la planura de una plataforma de soldadura 3D?
AUTHOR:yongxin DATE:2026-02-22 15:31:58 HITS:195
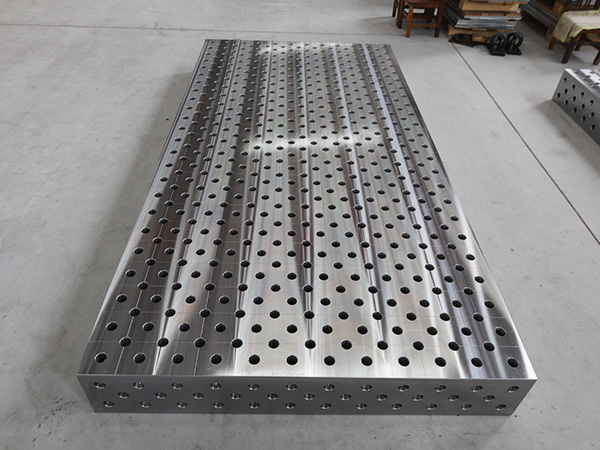
¿Cómo garantizar la planura de una plataforma de soldadura 3D?
La planura de una plataforma de soldadura 3D requiere un control integral en cinco aspectos clave: material y estructura, mecanizado de precisión, instalación y nivelación, uso y mantenimiento y calibración regular. Sólo entonces puede lograr consistentemente el estándar de precisión líder en la industria de 0,05-0,1 mm/m.
I.Source Control: Material y diseño estructural (Fundación a prueba de deformación)
Preferir materiales de alta estabilidad
La elección principal es hierro fundido gris HT300 (resistencia a la tracción≥300MPa) o acero fundido de alta resistencia; Estos materiales ofrecen una buena estabilidad térmica y alta rigidez, resistendo a la deformación térmica de soldadura.
Elimina por completo el estrés interno
Después de fundir, la plataforma debe someterse a envejecimiento a alta temperatura de 550 ℃ + al menos 6 meses de envejecimiento natural, logrando una tasa de eliminación de la tensión residual ≥85%, evitando la deformación después del uso a largo plazo o la exposición al calor.
Diseño estructural rígido
La parte inferior adopta un diseño transversal con una estructura principal en forma de caja. Las costillas son de 12 a 15 mm de grosor y están separadas aproximadamente de 200 mm. Para plataformas grandes (por ejemplo, 2000 × 3000 mm), la desviación de la plataforma se puede controlar a *** ≤ 0,03 mm ** bajo una carga de 5 toneladas.
II. Mecanizado de precisión: Precisión de la plataforma Molido" Fuera
Moleado de ultraprecisión multietapa
La plataforma se somete a tres procesos: → molienda fina → molienda de ultra precisión. La molienda de ultraprecisión utiliza una rueda de molienda 800 # con una velocidad de alimentación ≤ 0,005 mm / ciclo, logrando una rugosidad superficial final de Ra1,6 μm y una planura de 0,05 mm / m (grado 0).
Sistema de agujero unificado y fecha
Los orificios de posicionamiento (φ16 / φ28 mm) se mecanizan utilizando una fresadora de pórtico CNC con una tolerancia de centro a centro de *** ± 0,05 mm ***, eliminando errores acumulativos. Toda la plataforma se mecaniza utilizando el mismo dato, lo que garantiza una precisión consistente del sistema de plano y orificio.
Rascado y acabado manual: Para plataformas que requieren alta precisión, se realiza un proceso final de raspado y acabado manual para asegurarse de que el número de puntos de contacto dentro de un área de 25 mm x 25 mm cumpla con el estándar (Grado 0≥25 puntos).
III.Instalación y nivelación: El nivelamiento en el sitio es crucial.
Fundación y soporte: la plataforma debe estar instalada en una base sólida, nivel o un marco de soporte dedicado; un diseño de 3 puntos de soporte principales (plano fijo) + puntos de soporte auxiliares se utiliza para evitar la suspensión y la tensión local desigual.
Herramientas de medición de alta precisión: el ajuste grueso se hace con un nivel de marco de 0,02 mm / m, seguido de medición fina con un nivel electrónico / nivel de alineación óptica; La prueba se realiza utilizando un" 米" (dos diagonales + cuatro lados) diseño.
Proceso de nivelación:
Ajuste grueso: Ajuste los pernos de soporte principales para centrar la burbuja de nivel.
Ajuste fino: Use un sensor o indicador de esfera para comprobar la diferencia de altura en cada punto y ajustar los soportes auxiliares.
Ajuste: Después de nivelar, apriete todos los pernos para evitar el aflojamiento.
Montaje de múltiples plataformas: alinear con pasadores de posicionamiento dedicados durante el montaje, nivelar toda la superficie y luego fijarla para garantizar la planura continua de las superficies empalmadas.
IV. Uso y mantenimiento: Mantener la precisión duradera
Rodamiento de carga razonable: Evite la sobrecarga; distribuir la carga lo más uniformemente posible; Evitar la presión concentrada localizada que podría conducir a la deformación permanente.
Control de los efectos del calor de la soldadura: Use baja corriente, arco corto y soldadura segmentada durante la soldadura y utilice enfriamiento de agua / aire para reducir la deformación térmica localizada de la superficie de trabajo.
Mantenimiento diario: Mantenga la superficie de trabajo limpia y aplique aceite anti-oxidante regularmente; evitar impactos y arañazos; Cubrir y proteger cuando no se utiliza.
Manejo estandarizado: Use puntos de elevación dedicados para levantar; almohadilla y asegurar la superficie durante el transporte para prevenir la vibración y la deformación de la compresión.
V. Inspección y calibración regulares: Preservación de la precisión
Ciclo de inspección: una inspección completa se realiza rutinariamente cada 6-12 meses; para entornos de alta carga, la inspección se recomienda cada 3-6 meses.
Métodos de inspección:
Método de nivel: Mida en múltiples puntos a lo largo de las líneas y diagonales de la rejilla de la plataforma.
Método de comparación de placas de yeso: Use una placa estándar de mayor precisión, junto con un indicador de calibre / esfera para la inspección. Medidor de planitud láser: Adecuado para plataformas grandes, proporcionando medición rápida y de alta precisión.
Calibración y reparación: cuando la planitud exceda la tolerancia, los fabricantes profesionales realizarán reparación de raspado / molienda fina; La deformación grave requiere un tratamiento de envejecimiento antes de un procesamiento adicional.
Normas Comunes de Planitud Referencia:
Grado 0: ≤0.05mm / m (soldadura de precisión, referencia de inspección)
Grado 1: ≤0.1mm/m (soldadura general de alta precisión)
Grado 2: ≤0.2mm / m (accesorios generales de soldadura)
GB/T 7714: Arslane M, Slamani M, Louhichi B. Avances y optimización en diseños de accesorios y procesos de mecanizado: revisión exhaustiva en el contexto de la Industria 4.0 [J]. Revista Internacional de Tecnología de Fabricación Avanzada, 2025, 137(11): 5387-5404.
Diputados: Arslane, Mustapha, Mohamed Slamani y Borhen Louhichi. " Avances y optimización en las disposiciones de los accesorios y los procesos de mecanizado: una revisión exhaustiva en el contexto de la Industria 4.0. " Revista Internacional de Tecnología de Fabricación Avanzada 137.11 (2025): 5387-5404.
APA: Arslane, M., Slamani, M., & Louhichi, B. (2025). Avances y optimización en los diseños de accesorios y procesos de mecanizado: una revisión integral en el contexto de la Industria 4.0. Revista Internacional de Tecnología de Fabricación Avanzada, 137(11), 5387-5404.


-
¿Cuál es el espacio de orificio estándar para una mesa de soldadura modular?
-
¿Cuál es el efecto del prensado de arena en la plataforma de soldadura 3D?
-
Método de selección de plataforma de soldadura flexible 3D
-
Métodos para reducir los defectos de fundición de la plataforma de soldadura 3D
-
Tecnología de procesamiento de plataforma de soldadura 3D
-
Proceso de inspección de plataforma de soldadura 3D
Hebei Yongxin Measuring Tools
Copyright © 2025-2026 http://www.yx-weldingtable.com. All Rights Reserved Hebei Yongxin Measuring ToolsCopyright