





- Navigation -
 Ubicación actual:
Ubicación actual:Noticias
Lista de noticias
Causas y soluciones de problemas comunes de plataforma de soldadura 3D
AUTHOR:yongxin DATE:2026-02-23 09:23:35 HITS:72
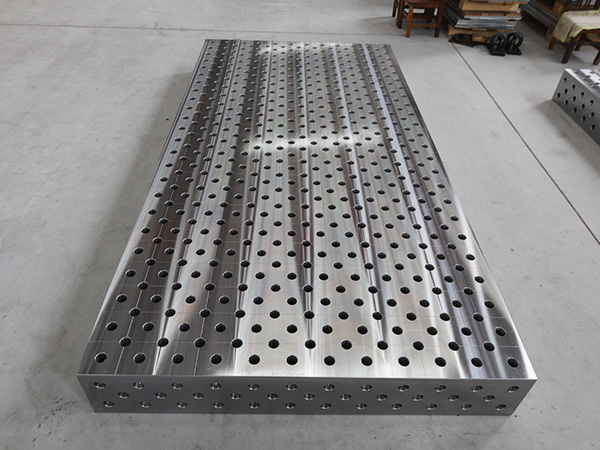
Causas y soluciones de problemas comunes de plataforma de soldadura 3D:
1.La plataforma de soldadura 3D es propensa a los agujeros de soplado:
Porque el aire se mezcla en la sopa fundida; Fuentes de gas: durante la fusión, en el tubo de alimentación, en el molde y el agente de liberación. Método de mejora: velocidad lenta apropiada; Compruebe si el corredor gira sin problemas y el área de sección transversal disminuye gradualmente; Compruebe si el área del paso de escape es lo suficientemente grande, si está bloqueada y si se encuentra en el lugar de llenado posterior; Compruebe si el agente de liberación se pulveriza demasiado y la temperatura del molde es demasiado baja; Usa el vacío.
2, plataforma de soldadura 3D es fácil de agrietar:
Cracking debido a la tensión o la fuerza de contracción al expulsar o recortar. Método de mejora: aumento del filete; Compruebe si hay puntos calientes; Cambio del tiempo de presurización (máquina de cámara fría); Aumentar o acortar el tiempo de sujeción; Aumentar el ángulo de proyección; Aumentar el pasador del eyector; Compruebe la dislocación y la deformación del molde; Compruebe la composición de la aleación.
3.La plataforma de soldadura 3D es fácil de descascar;
Debido al modo de llenado pobre, la sopa fundida se superpone; El molde se deforma, lo que resulta en la superposición de la sopa fundida; Capa de óxido de inclusión. Método de mejora: cambiar a temprano; Reducir el tiempo de llenado; Cambiar el modo de llenado, la posición de la puerta y la velocidad de la puerta; Compruebe si la resistencia del molde es suficiente; Compruebe si el dispositivo de matriz de pin está en buenas condiciones; Compruebe la inclusión de la capa de óxido.
4, plataforma de soldadura 3D es fácil de cavitación erosión:
Debido a la repentina disminución de la presión, el gas en la sopa fundida se expande repentinamente e impacta en el moho, lo que resulta en daños al moho. Método de mejora: el área de sección transversal del canal de flujo no debe cambiar rápidamente.
5, plataforma de soldadura 3D es fácil de grano frío:
Debido a que la temperatura en el extremo frontal de la sopa fundida es demasiado baja, hay rastros cuando se superponen. Método de mejora: comprobar si el grosor de la pared es demasiado delgado (diseño o fabricación), y el área más delgada debe llenarse directamente; Compruebe si la forma no es fácil de llenar; Demasiado lejos, áreas cerradas (como aletas y protuberancias), áreas bloqueadas y esquinas redondeadas demasiado pequeñas no son fáciles de llenar, y preste atención a si hay costillas o puntos fríos; Reducir el tiempo de llenado; Cambiar el modo de llenado; Elevar la temperatura del molde; Elevar la temperatura de la sopa fundida; La ampliación de las vías respiratorias puede ser útil; Añadir un dispositivo de vacío puede ser útil.
GB/T 7714: Chen Y, Peng X, Kong L, et al. Tecnologías de inspección de defectos para la fabricación aditiva [J]. Revista Internacional de ExtremeManufacturing, 2021, 3(2): 022002
MLA: Chen, Yao y otros. " Tecnologías de inspección de defectos para la fabricación aditiva. " Revista Internacional de ExtremeManufacturing 3.2 (2021): 022002
APA: Chen, Y., Peng, X., Kong, L., Dong, G., Remani, A., & Leach, R. (2021). Tecnologías de inspección de defectos para la fabricación aditiva. International Journal of ExtremeManufacturing, 3(2), 022002


-
¿Cuál es el espacio de orificio estándar para una mesa de soldadura modular?
-
¿Cuál es el efecto del prensado de arena en la plataforma de soldadura 3D?
-
Método de selección de plataforma de soldadura flexible 3D
-
Métodos para reducir los defectos de fundición de la plataforma de soldadura 3D
-
Tecnología de procesamiento de plataforma de soldadura 3D
-
Proceso de inspección de plataforma de soldadura 3D
Hebei Yongxin Measuring Tools
Copyright © 2025-2026 http://www.yx-weldingtable.com. All Rights Reserved Hebei Yongxin Measuring ToolsCopyright