

- Navigation -
 текущее местоположение:
текущее местоположение:Список
Список новостей
Технические требования к 3D гибкой сварковой платформе
AUTHOR:yongxin DATE:2026-02-23 09:33:01 HITS:184
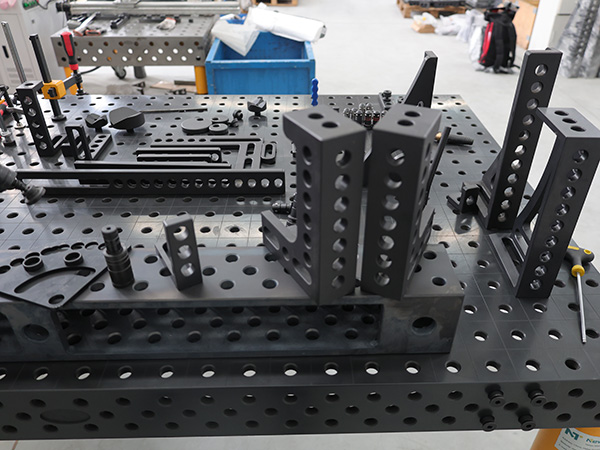
Технические требования 3D гибкой сварки платформы:
1.Там не должно быть никаких дефектов, таких как песчаные отверстия, воздушные отверстия, трещины, шлаковые включения, пористость сужения, царапины, удары, вышивки и т.д. на рабочем лице платформы, которые серьезно влияют на внешний вид и производительность обслуживания.
2. Литьевая поверхность платформы должна быть ясной и гладкой и прочно окрашена.
3.На рабочем лице платформы с уровнем точности 0 ~ 3, песчаные отверстия с диаметром менее 15 мм разрешаются подключаться к тому же материалу, и их твердость должна быть меньше, чем окружающих материалов. В рабочей поверхности не должно быть более 4 песчаных отверстий, а расстояние между песчаными отверстиями должно быть не менее 80 мм.
4.Платформа должна быть изготовлена из тонкого серого чугуна и твердость ее рабочего лица должна быть 170 ~ 220HB.
5.Процесс скрепки обычно принимается в рабочем лице платформы. Для трехступенчатой рабочей площадки платформы с скребной обработкой максимально допустимое значение шерсткости поверхности Ra составляет 5 мкм.
Платформа должна быть демагнитизирована и стабилизирована.
7.На двух противоположных сторонах платформы должны быть резьбовые отверстия (или цилиндрические отверстия) для установки ручки или подъемного кольца устройства, и положение устройства должно быть разработано для минимизации деформации, вызванной обработкой.
8.Если резьбовая отверстие (или канавка) устанавливается на рабочей стороне платформы, ее положение не должно быть выше, чем рабочая сторона.
Вопросы, требующие внимания при литье 3D гибкой сварковой платформы
1.Производительность литьевого песка напрямую повлияет на качество литьев для измерения инструмента, контролируя процесс шлифовки песка. Поэтому, литьевой песок, вероятно, имеет выдающуюся воздушнопроницаемость, влажную прочность, жидкость, пластичность и уступки.
2.Строго следовать заказу кормления: старый песок-новый песок-глина-порошок угля-воды. Время смешивания и шлифования устанавливается на 6 ~ 7 минут, и после смешивания и шлифования, он равномерно смешивается примерно в течение 5 часов. После смешивания, он просится и расслаблен перед использованием, так что формационный песок свободен, а проницаемость и жидкость улучшаются.
3.Контроль процесса литья и лития. Перед изливанием литьевой воды следует привить и удалить шлак. В процессе наливания необходимо плавно остановить поток, чтобы предотвратить образование песчаных отверстий.
4.Когда разрушается пожар, необходимо заблокировать утечку литьевой воды вовремя и составить литьевую воду, чтобы уменьшить недостатки, такие как холодная изоляция и отсутствие наливания.
5.Контроль процесса отделки литья 3D гибкой сварки. Процесс отделки состоит в том, чтобы закончить отливки измерительного инструмента из формы после охлаждения, чтобы получить отливки измерительного инструмента без дефектов внешнего вида.
1.GB/T 7714
Экерт Б, Бауэр Ф. Технические спецификации и управление процессом литья для точных 3D-гибких сварочных платформ из серого чугуна[J]. Журнал технологий обработки материалов, 2024,319:117892.
2.АПА
Экерт, Б., & amp; Бауэр, Ф. (2024). Технические спецификации и управление процессом литья для точных 3D-гибких сварочных платформ из серого чугуна. Журнал технологий обработки материалов, 319,117892.
3.МЛА
Экерт, Бернд и Фрэнк Бауэр. " Технические характеристики и управление процессом литья для точных 3D-гибких сварочных платформ из серого чугуна. " Journal of Materials Processing Technology, vol.319, 2024, p.117892.


Hebei Yongxin Measuring Tools
Copyright © 2025-2026 http://www.yx-weldingtable.com. All Rights Reserved Hebei Yongxin Measuring ToolsCopyright