

- Navigation -
 текущее местоположение:
текущее местоположение:Список
Список новостей
Причины и решения общих проблем 3D-сварки
AUTHOR:yongxin DATE:2026-02-23 09:23:35 HITS:72
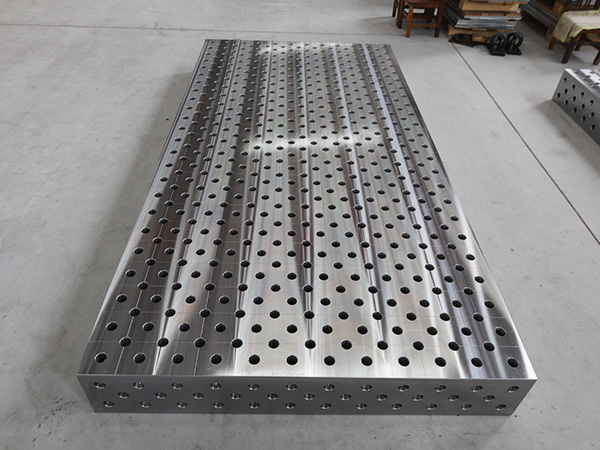
Причины и решения общих проблем 3D-сварки:
1.Платформа сварки 3D склонна к воздуховым отверстиям:
Потому что воздух смешивается в расплавленном супе; Источники газа: во время плавления, в подачной трубке, в форме и агенте освобождения. Метод улучшения: соответствующая медленная скорость; Проверьте, поворачивается ли бегун гладко, а площадь поперечного сечения постепенно уменьшается; Проверьте, достаточно ли площадь прохода сбежа, заблокирована ли она и расположена ли она в месте после заполнения; Проверьте, распыляется ли агент слишком много и температура плесени слишком низкая; Используйте вакуум.
2, 3D сварка платформа легко трещина:
Трещина из-за напряжения или силы сужения при выбросе или обрезке. Метод улучшения: увеличение филе; Проверьте, есть ли горячие точки; Изменение времени давления (машина холодной камеры); Увеличение или сокращение времени зажима; Увеличение угла проекта; Увеличение штрифта выбросчика; Проверьте форму на дислокацию и деформацию; Проверьте состав сплава.
3.Платформа сварки 3D легко отложить;
Из-за плохого режима наполнения, расплавленный суп перекрывается; Фольм деформируется, что приводит к перекрытию плавленного супа; Инклюзионный оксидный слой. Метод улучшения: переключение на раннее; сократить время наполнения; Изменить режим наполнения, положение ворот и скорость ворот; Проверьте, достаточно ли прочности формы; Проверьте, находится ли устройство шпильки в хорошем состоянии; Проверьте включение оксидного слоя.
Платформа сварки 4,3D легка для эрозии кавитации:
Из-за внезапного снижения давления газ в расплавленном супе внезапно расширяется и воздействует на плесень, что приводит к повреждению плесени. Метод улучшения: площадь поперечного сечения канала потока не должна быстро меняться.
5, 3D сварка платформа легко холодное зерно:
Поскольку температура на переднем конце плавленного супа слишком низкая, есть следы, когда они перекрываются. Метод улучшения: проверьте, слишком ли тонкая толщина стены (конструкция или изготовление), и более тонкая область должна быть непосредственно заполнена; Проверьте, не легко ли заполнить форму; Слишком далеко, закрытые области (такие как плавники и удары), заблокированные области и слишком маленькие округлые углы нелегко заполнить, и обратите внимание на то, есть ли ребра или холодные пятна; сократить время наполнения; Изменить режим наполнения; Повысить температуру формы; Повысить температуру расплавленного супа; Расширение дыхательных путей может быть полезным; Добавление вакуумного устройства может быть полезным.
GB/T 7714: Chen Y, Peng X, Kong L, et al. Технологии проверки дефектов для аддитивного производства [J]. Международный журнал ExtremeManufacturing, 2021, 3(2): 022002
Чэнь, Яо и др. " Технологии проверки дефектов для аддитивного производства " . Международный журнал ExtremeManufacturing 3.2 (2021): 022002
АПА: Чэнь, Ю., Пен, Х., Конг, Л., Донг, Г., Ремани, А., & Leach, R. (2021). Технологии проверки дефектов для аддитивного производства. International Journal of ExtremeManufacturing, 3(2), 2002


Hebei Yongxin Measuring Tools
Copyright © 2025-2026 http://www.yx-weldingtable.com. All Rights Reserved Hebei Yongxin Measuring ToolsCopyright