

- Navigation -
 الموقع الحالي:
الموقع الحالي:الأخبار
الأخبار
كيفية ضمان مسطحة منصة لحام ثلاثية الأبعاد؟
AUTHOR:yongxin DATE:2026-02-22 15:31:58 HITS:195
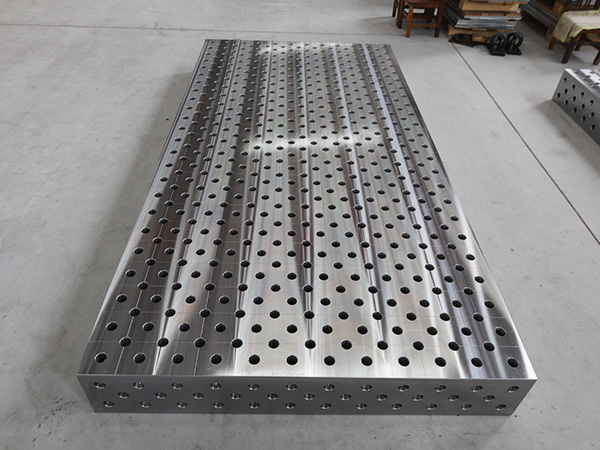
كيفية ضمان مسطحة منصة لحام ثلاثية الأبعاد؟
تتطلب مسطحة منصة لحام ثلاثية الأبعاد مراقبة شاملة عبر خمسة جوانب رئيسية: المواد والهيكل والآلة الدقيقة والتركيب والتسوية والاستخدام والصيانة والمعايرة المنتظمة. إلا بعد ذلك يمكن أن تحقق باستمرار معيار الدقة الرائد في الصناعة من 0.05-0.1 مم / م.
I.Source التحكم: المواد والتصميم الهيكلي (تشوه-دليل المؤسسة)
تفضل المواد ذات الاستقرار العالي
الخيار السائد هو الحديد الزهر الرمادي HT300 (قوة الشد ≥300MPa) أو الصلب الزهر عالية القوة ؛ هذه المواد توفر استقرار حراري جيد وصلبة عالية، ومقاومة تشوه الحرارة لحام.
إزالة الإجهاد الداخلي بالكامل
بعد الصب ، يجب أن تخضع المنصة لشيخوخة درجة حرارة عالية 550 ℃ + على الأقل 6 أشهر من الشيخوخة الطبيعية ، وتحقيق معدل إزالة الإجهاد المتبقي ≥85 ٪ ، ومنع التشوه بعد الاستخدام طويل الأجل أو التعرض للحرارة.
تصميم هيكلي جامد
يعتمد الجزء السفلي تصميمًا متقاطعًا مع هيكل رئيسي على شكل مربع. الأضلاع سميكة 12-15 ملم وتتباعد حوالي 200 ملم. بالنسبة للمنصات الكبيرة (على سبيل المثال ، 2000 × 3000 مم) ، يمكن التحكم في انحراف المنصة إلى *** 0.03 مم ** تحت حمولة 5 أطنان.
ثانياً. دقة التصنيع: منصة دقة " طحن" خارج
طحن دقيق جدا متعدد المراحل
تخضع المنصة لثلاث عمليات: الطحن الخام → طحن دقيق → طحن فائق الدقة. يستخدم الطحن الفائق الدقة عجلة طحن 800 # مع معدل تغذية ≤0.005 مم / دورة ، وتحقيق خشونة سطح نهائية من Ra1.6μm وسطحة 0.05 مم / م (الصف 0).
نظام ثقب موحد و تاريخ
يتم معالجة ثقوب تحديد الموقع (φ16 / φ28 مم) باستخدام آلة طحن بوابة CNC مع تسامح مركز إلى مركز *** ± 0.05 مم *** ، والقضاء على الأخطاء التراكمية. يتم معالجة المنصة بأكملها باستخدام نفس البيانات ، مما يضمن دقة نظام الطائرة والثقب المتسقة.
الكشط اليدوي والتشطيب: بالنسبة للمنصات التي تتطلب دقة عالية ، يتم تنفيذ عملية الكشط اليدوي النهائية والتشطيب لضمان أن عدد نقاط الاتصال داخل منطقة 25 مم × 25 مم يلبي المعيار (درجة 0 ≥ 25 نقطة).
III. التثبيت والتسوية: التسوية في الموقع أمر حاسم.
التأسيس والدعم: يجب تثبيت المنصة على أساس صلب ومستوى أو إطار دعم مخصص. يتم استخدام تخطيط من 3 نقاط دعم رئيسية (طائرة ثابتة) + نقاط دعم مساعدة لتجنب التعليق والتوتر المحلي غير المتساوي.
أدوات القياس عالية الدقة: يتم ضبط الخشنة مع مستوى إطار 0.02 مم / م ، تليها قياس دقيق مع مستوى إلكتروني / مستوى محاذاة بصرية ؛ يتم إجراء الاختبار باستخدام " 米" (قطارين + أربعة جوانب) تخطيط.
عملية التسوية:
ضبط خشن: ضبط مسامير الدعم الرئيسية لمركز فقاعة المستوى.
ضبط دقيق: استخدم مقياس الشعور أو مؤشر الرقم للتحقق من فرق الارتفاع في كل نقطة وضبط الدقة الدعم المساعد.
تشديد: بعد التسوية ، تشديد جميع المسامير لمنع التخفيف.
تجميع منصة متعددة: مواءمة مع دبابيس تحديد الموقع المخصصة أثناء التجميع ، ومستوى السطح بأكمله ، ثم إصلاحه لضمان التساوي المستمر للسطح المشبكة.
IV.Use والصيانة: الحفاظ على الدقة الدائمة
تحمل الحمل المعقول: تجنب التحميل الزائد ؛ توزيع الحمل بأكبر قدر ممكن من المساواة؛ تجنب الضغط المركز المحلي الذي يمكن أن يؤدي إلى تشوه دائم.
التحكم في تأثيرات الحرارة لحام: استخدام التيار المنخفض والقوس القصير واللحام المقسم أثناء اللحام ، واستخدام تبريد الماء / الهواء للحد من التشوه الحراري المحلي لسطح العمل.
الصيانة اليومية: الحفاظ على سطح العمل نظيفة وتطبيق زيت مضاد للصدأ بانتظام. تجنب التأثيرات والخدوش ؛ تغطية وحماية عند عدم استخدامها.
معالجة موحدة: استخدام نقاط رفع مخصصة لرفع ؛ وسادة وتأمين السطح أثناء النقل لمنع الاهتزاز وتشوه الضغط.
V.Regular التفتيش والمعايرة: الحفاظ على الدقة
دورة التفتيش: يتم إجراء فحص شامل بشكل روتيني كل 6-12 شهرًا. للبيئات ذات الحمولة العالية ، يوصى بالتفتيش كل 3-6 أشهر.
طرق التفتيش:
طريقة المستوى: قياس في نقاط متعددة على طول خطوط شبكة المنصة والأقطار.
طريقة مقارنة لوحة الجص: استخدم لوحة قياسية عالية الدقة ، جنبًا إلى جنب مع مقياس حس / مؤشر رقم للتفتيش. مقياس مسطحة الليزر: مناسب للمنصات الكبيرة ، مما يوفر قياس سريع وعالي الدقة.
المعايرة والإصلاح: عندما تتجاوز المسطحة التسامح ، سيقوم المصنعون المحترفون بإعادة الكشط / إصلاح الطحن الدقيق. تشوه شديد يتطلب علاج إعادة الشيخوخة قبل مزيد من المعالجة.
معايير المسطحة المشتركة المرجع:
الصف 0: ≤0.05mm / m (لحام دقيق ، معايير التفتيش)
الصف 1: ≤0.1mm / m (لحام عالي الدقة العام)
الصف 2: ≤0.2mm / م (جهاز لحام عام)
GB/T 7714: Arslane M, Slamani M, Louhichi B. التقدم والتحسين في تخطيطات التركيبات وعمليات التصنيع: مراجعة شاملة في سياق الصناعة 4.0 [J]. المجلة الدولية لتكنولوجيا التصنيع المتقدمة، 2025، 137(11): 5387-5404.
النواب: أرسلان ومصطفى ومحمد سلماني وبورهن لوحيشي. " التقدم المحرز والتحسين في تخطيطات التركيبات وعمليات التصنيع: استعراض شامل في سياق الصناعة 4.0 " . المجلة الدولية لتكنولوجيا التصنيع المتقدمة 137.11 (2025): 5387-5404.
APA: أرسلان، م، سلاماني، م، و Louhichi، B. (2025). التقدم والتحسين في تخطيطات التركيبات وعمليات التصنيع: مراجعة شاملة في سياق الصناعة 4.0. المجلة الدولية لتكنولوجيا التصنيع المتقدمة، 137(11)، 5387-5404.


Hebei Yongxin Measuring Tools
Copyright © 2025-2026 http://www.yx-weldingtable.com. All Rights Reserved Hebei Yongxin Measuring ToolsCopyright